porducts
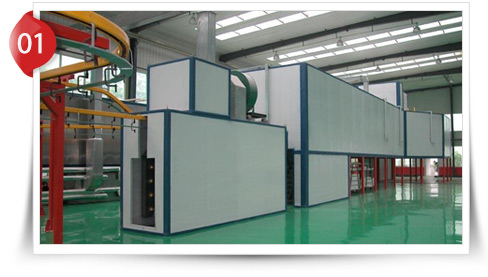
一般金属表面电泳涂装的工艺流程如下:
预处理→上线→除油→水洗→除锈→水洗→中和→水洗3次→电泳涂装→槽上清洗→超滤水洗→烘干→下线。
涂层的底部和预处理对电泳涂层有很大的影响。铸件经常用喷砂或喷丸除锈,工件上的浮尘用棉纱清除80#~120#砂纸清除表面残留的钢球等杂物。钢表面除油除锈。如果表面要求较高,则需要磷化。黑色工件必须在电泳前磷化,否则漆膜的耐腐蚀性相对较差。磷化时,锌盐磷化膜厚度约1~2μm,磷化膜晶细均匀。
不锈钢过滤器一般用于过滤系统。过滤器为网袋/棉芯结构,孔径为20μm。电泳漆槽液通过循环磁力泵输送到过滤器过滤。考虑到更换周期和漆膜质量,孔径5μm过滤棉芯更适合丙烯酸电泳漆,电泳漆膜能满足质量要求,但由于孔径小,容易出现棉芯堵塞现象。
电泳涂料循环系统的循环量直接影响电泳罐液的稳定性和产品质量。增加循环量会减少罐液沉淀和气泡的产生;但随着罐液老化加快,能耗增加,罐液稳定性差。因此,将罐液控制在6~8次/次h循环速度理想,保证漆膜质量,保证槽液稳定运行。
超滤系统控制工件带来的杂质离子的浓度,以确保涂层质量。超滤系统运行后应连续运行,严禁间歇运行,防止超滤膜干燥。干树脂、颜料和一些杂质附着在超滤膜上,不能完全清洗,会严重影响超滤膜的透水性和使用寿命。超滤膜的出水量随运行时间逐渐下降,连续工作一段时间后应清洗一次,以确保超滤膜清洁光滑。
电泳涂装法适用于大量装配线的生产工艺。电泳槽液的更新周期一般在三个月左右。以年产20万钢圈的电泳生产线为例,槽液的数据管理非常重要。定期检测槽液的参数,并根据检测到的数据更换或油漆槽液。
对于漆膜质量的管理,需要不断检查漆膜的均匀性和厚度,外观不应有针孔、流动悬挂、橙皮、皱纹等现象,定期检查漆膜附着力、耐腐蚀性等物理化学指标。检验周期应按照制造商的检验执行标准进行,无需生产一批。












专注电泳设备研发10年。全国十佳优秀电泳涂装设备企业之一,国际质量体系IOS9001认证。 已为富士康/比亚迪/吉利汽车/中国一汽等众多企业提供电泳设备产品和服务;在电动三轮车,汽配,轮毂、锯片、灯饰、五金等行业有着丰富的经验。

我司拥有电泳涂装线专业技术人员达70多人,产品远销韩、印尼、中东、越南、缅甸、俄罗斯等十多个国家和地区。且所有产品均自主生产,电泳涂装线配件都采用进口品牌或国产优质品牌以保障品质。

您只需要说明工件的材质,尺寸、产量、和所电泳的颜色,我司即可免费制作出一套量身定制的电泳生产线方案,让您一目了然。 同时可以短期内免费为您培训一批电泳现场操作人员以保证电泳生产车间的正常生产运行,并根据您的需要推荐经验丰富的电泳老师供您聘用。

我们不仅提供上门指导,上门安装电泳设备以及员工操作培训; 同时提供12个月的质量保证.为提高服务效率我司开通24小时直线售后服务,且在广东、浙江、江苏、河南、河北、陕西、北京、南京、辽宁等均设有经销商和办事处为您提供快捷的售后服务。
Projects Video
2023-02-10
2022-11-30
2022-11-30
2022-11-16
2022-10-25
2022-10-06
2022-09-29
2022-09-13
2022-09-06
2022-04-18
2022-03-22
2022-03-22
2022-03-10
2021-12-30
2021-12-29
2021-11-18